
Effective Implementation of Bowties, An Organizational Perspective
Effective Implementation of Bowties, An Organisational Perspective
Dr. Khairil Osman1, Fareed Ebrahim2, Mohd Fasyan Mohd Sabri,
Safirul Saharudin, Ir. Ammeran Mad3, Johan Kamaruzzaman1,
1 Pure Integrity, Malaysia; 2ACM Facility Safety, Canada; 3 Petronas, Malaysia
DOWNLOAD PowerPoint Presentation
Introduction
A Bowtie is an effective tool in portraying complex, high-risk scenarios, performing hazard identification, and supporting Layer of Protection Analysis (LOPA) and Safety Integrated Level (SIL) studies. A bowtie visualizes, on one diagram, all safety critical equipment (SCE) and tasks, which in the event of failure could potentially cause or propagate hazardous events. Safeguards are depicted on the diagram, either as preventive (on left-hand side) or mitigative (on right-hand side), as well as modifiers and enablers. Due to the uncomplicated nature of the bowtie to visualize hazardous scenarios, bowtie has become an effective tool to execute risk assessments as well as a visual aid in educating organizations on the application of safety barriers.
When bowties are effectively managed, it means safety critical equipment and associated tasks are also managed, at all levels of an organization. While bowtie can be used solely as a tool and means to do facility risk assessments, there is also value in its application during run and maintain or daily operations. Due to its visual nature and simple (but powerful) concept, bowties can also be used to introduce the concept of barrier thinking into an organization.
In most mature organizations, barrier thinking, to an extent, is already being performed through risk assessments such as permit to work (PTW) and Job Hazard Analysis (JHA). However, these risk assessments are often focused solely on execution. With the use of bowtie, the overall risk of, for example, an operational or maintenance task on safety critical equipment, can be assessed and hence, managed. Where bowties show it strength is in visualizing what and where the risks are and how the barriers or safeguards are keeping things safe.
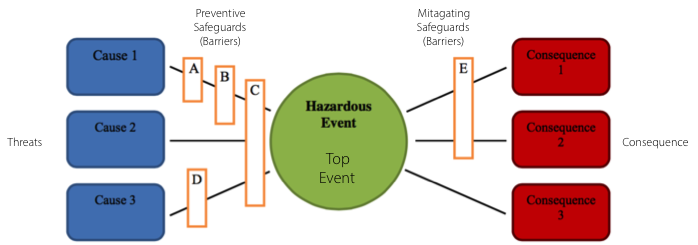
Figure 1 A bowtie is a visual representation of LOPA. Here a bowtie is shown with multiple causes and consequences along with preventing and mitigative safeguards1.
For the successful implementation of bowties, there needs to be a structure that supports its use in an organization. This structure, defined as success factors, plays an important part in ensuring the overall safety ‘chain’ is effectively maintained. These success factors are leadership, people, organizational alignment, framework and technology. In this paper, each success factor is elaborated. Due to its importance, particular focus is given towards the people factor. Examples of successes and as well as lessons learned of the authors in implementing barrier thinking through the use of bowties, are shared.
1. Leadership
Leadership is responsible for setting the vision and direction of an organization. Leadership, specifically the CEO, defines the safety vision for the organization. For many companies, this safe vision, is buried in the corporate mission statement and probably a part of its corporate governance. To achieve this safe vision, people at all levels of the organization need to be motivated and excited by it2.
In the case of using bowties, leadership sets the expectation in the use and consistent implementation of bowties. This starts with doing facility risk assessments to its use on the frontline for maintenance and operational activities. Leadership ensures organizational alignment, people competency, ensures a working governing framework, removes blockers and provides guidance in moving forward.
Often, ideas with potential fail to become successful because of a lack of sustained commitment from leadership. When leadership shows genuine interest, often the rest of the organization will follow. However, interest cannot be manifested from behind the desk on the top floor. Genuine interest has to be shown through presence such as site walkabouts, safety reviews, attending toolboxes, training and town hall sessions. Leaders need to engage personnel on barrier thinking.
Leaders can also set KPIs. Examples of organizational KPIs are No. of bowties reviewed in toolbox, Management participation in toolbox and % Bowtie training completed, while examples of equipment specific KPIs are No. of SCEs bypassed/out of service, % of Overdue SCE Preventive Maintenance, and No. of SCEs in backlog.
The intent of such KPIs is to put focus on process safety. The intent is that it will bring about a cultural transformation which has potential to generate significant value and benefit in day to day operations, especially in managing overall risk exposure.
2. People
People is a key factor in implementing the use of bowtie at site. In introducing the concept of bowtie, all levels of the organization have to be prepared. From leadership to middle management, supervisors to craftsman. Effective management of barriers requires competent people at all levels.
With a large organization, there will be many people who will be involved in ensuring all safety barriers are in place. Hence, there must be well defined and clear roles and responsibilities. This ensures there is no overlap of roles but more importantly, make clear who is responsible for what. For example, an instrument integrity section head would be responsible for assuring all safety integrity functions (SIFs) are in place, while a maintenance section head would be responsible for ensuring all maintenance of safety critical equipment are duly attended to. Without clear roles and responsibilities, people would assume the other party is responsible which in the end results in no one managing the safety equipment.
People have to understand their roles and responsibilities. They have to understand how their role is an important part of the bowtie ‘safety chain’ and how the contribute to it. This is not just about defining roles and responsibilities. People have to understand, and appreciate, that the thing that they do, is what keeps others safe.
It begins with competency, starting with a competency matrix which clearly defines the level of competency of everyone who is involved in the process safety chain. Once defined, people who are on this ‘safety chain’ need to be trained. Training, while may be time consuming at first, is probably the easiest part in this first important step. It goes without saying that training should be catered to its audience. For example, a full blown LOPA/bowtie training may be suitable for engineers but not for craftsman.
Coaching and mentoring is the key next step in driving the use of barrier thinking using bowties. And hence, suitable coaches, often supervisors and organization leaders, have to play this important role to educate and show the use of bowties. A key factor in the take up of bowtie in everyday use is practicality. As a start, bowtie risk assessments for say, maintenance tasks, can start with simple routine tasks. Facilitated sessions can be done in daily toolbox sessions which can help introduce bowtie concepts such as causes, preventive and mitigative barriers, top events and consequences. Once comfortable, more difficult, high consequence non-routine tasks bowties can be done. These bowties can be part of a PTW and JHA preparation and later shared with the rest of the workgroup as there is learning.
One of the biggest drawback in implementing this barrier thinking is belief; belief that risk assessments using bowties are useful – If we have been fine doing what we do, why do we need to do this now. Get the approach wrong and people could see this as unnecessary additional work. Organizational acceptance will be impacted. Hence, people need to see and feel that bowties bring value to them. This belief needs to start with Leadership before others, as highlighted in the previous section, and filter down through to supervisors and team leads.
Supervisors and team leads are not only coaches but also become change agents in promoting barrier thinking. It should also be noted that supervisors and team leads need to be mentored and coached. Often they are left on their own and assumed to be experts when in fact they too could be new to the bowtie concept. And hence, within an organization, there must be subject matter experts who are owners to the entire program and a source of reference when there is need.
3. Organisation Alignment
An organization has to be aligned in its use of bowties. For example, an organization may define certain criterias where bowtie analysis shall be used such as for high-risk non-routine tasks. Beyond its clear use as a tool for hazard identification and analysis, bowtie can also function as daily aid for front liners (operators, maintenance craftsmen) to assess and prioritise their day to day activities. By virtue of doing so, this also serves as a method to integrate the use of bowties into an organization’s daily work stream, on board all relevant stakeholders towards use of bowties, and 'tune' the organization into manifesting a 'bowtie thinking’ culture
Elements of the bowtie also co-exist with other existing work processes (SIF, Maintenance Execution, RCM, etc.) that may already be matured in an organization. It is important as well that alignment is done between bowtie and these other work processes to ensure that there is a symbiotic continuity between them.
For example, SIF functions are usually considered as one of the barriers in a bowtie. Thus, the demand rate, the consequence severity, conditional modifiers as well as the other factors considered during a SIF review session needs to match with the ones referred to in the bowtie. The maintenance strategy also needs to ensure that the SCE’s defined in the bowties are adequately catered for to ensure they continue to remain valid barriers. Often, these work processes have different ‘owners’, hence why it is key that in order to ensure that bowtie implementation is successful, synergy between these work processes needs be nurtured.
Aspects of bowtie, such as validity of barriers, risk reduction factor, conditional modifiers, target mitigated level, etc. must be clearly defined and agreed by all relevant stakeholders. This is imperative as failure to have a clear, documented definition of these factors will mean that the bowtie review outcomes will vary, being prey to subjective analysis, and ultimately causing inconsistencies across the organization. One example was at a site where the conditional modifier for an explosive mixture igniting was not clearly defined in terms of consequence. This lack of definition resulted in two versions of the bowtie from two different groups, one considering a SIL1 IPF as a barrier, and another a SIL3 IPF was required!
The stakeholders that need to agree on the initial definition vary between organizations but often involve Health and Safety (owners of HSSE Management Systems), Process Safety (owners of Hazards and Effects Management Process), Instrumentation and control (owners of Safety Instrumented Systems), Maintenance and Operations.
4. Framework
To ensure sustainable management of process safety, all the above (organizational alignment, leadership, competency, roles & responsibilities, tools and more) have to be tied together through a process framework. This framework defines how all the elements are put in place within a specific organization. Part of this framework should also include internal and external assessments which look at, among others, effectiveness and process maturity. This framework would be defined in a framework document, has an owner, and would serve as reference for implementation at all sites within a group.
5. Technology
Technology has distinct advantages in the implementation of bowties. These advantages range from supporting engineering risk studies during design, through to real-time monitoring of operational risk. As true with most software, over-reliance on technology without a solid foundation on its principles can be detrimental. Technology, such as LOPA/Bowtie software is only as good as its user. Hence, trained and experienced individuals must setup and operate such tools.
LOPA is one such study where the effective use of bowties in software would be an asset. Historically, LOPA’s have been executed in a spreadsheet format. When working with complex scenarios that contain top events associated with multiple causes and result in multiple consequences, it is easy to quickly clutter a spreadsheet and lose valuable relational information. This has (at a minimum) two significant consequences to the risk assessment team. One, team participation may drop to only members who are strong text based learners and have adequate previous experience with the LOPA methodology. Second, unique solutions and safeguarding techniques that are identified in earlier LOPA scenarios may be lost by the end of the session.
By using a bowtie, multiple pages of spreadsheet data are compressed down to a simple visual representation. Multiple causes, independent protection layers, top events, consequences, target mitigation event frequency, and other aspects of the risk assessment are all contained in a single diagram. .This allows for increased participation from visual based learners and enables a forum for discussion regarding the optimization of safeguarding strategy.
Further, the bowties that are developed during the LOPA session can be used as a tool for auditing and training during the operational life of the facility. Bowties can be taken to the operations team, and the scenarios discussed to determine the adequacy of the protection layers credited during the risk assessment phases. New operators can be trained in a visual manner on hazardous scenarios and their associated safeguards in facilities based on the information in these bowties.
In addition, software brings other advantages such as the ability to easily identify target SIL requirements and consequently to do design and optimization in software. Documents that are used can be referenced and embedded. Future references to past safety reviews would be simplified as all relevant information and document is stored in software, making it an important repository. This would also simplify tracking of changes via Management of Change (MOC).
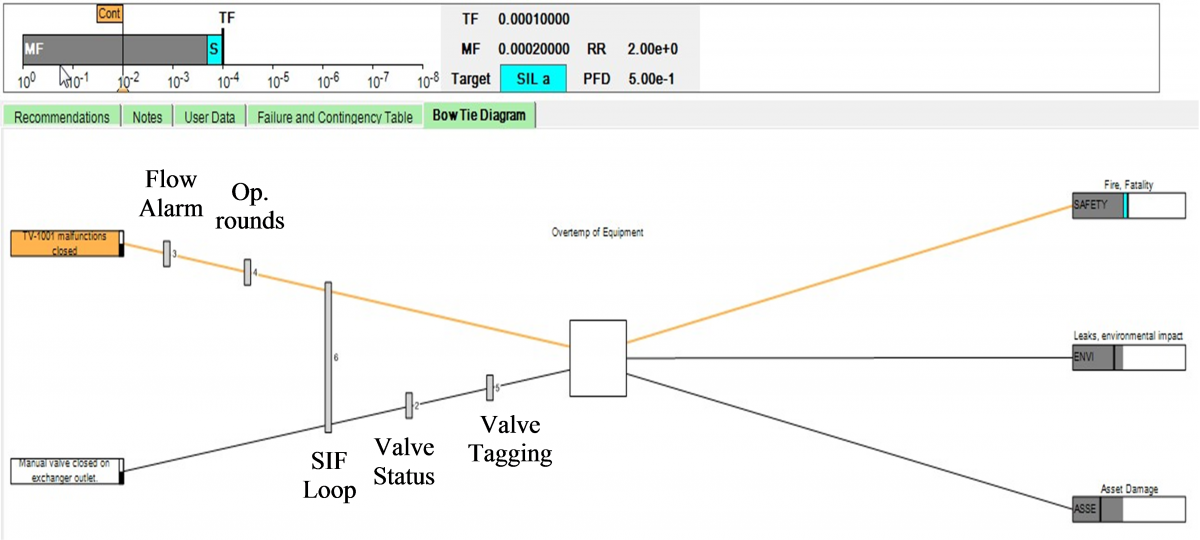
Figure 2: Software showing a bowtie with two causes and three consequences, independent protective barriers, target mitigated frequency and target SIL required3.
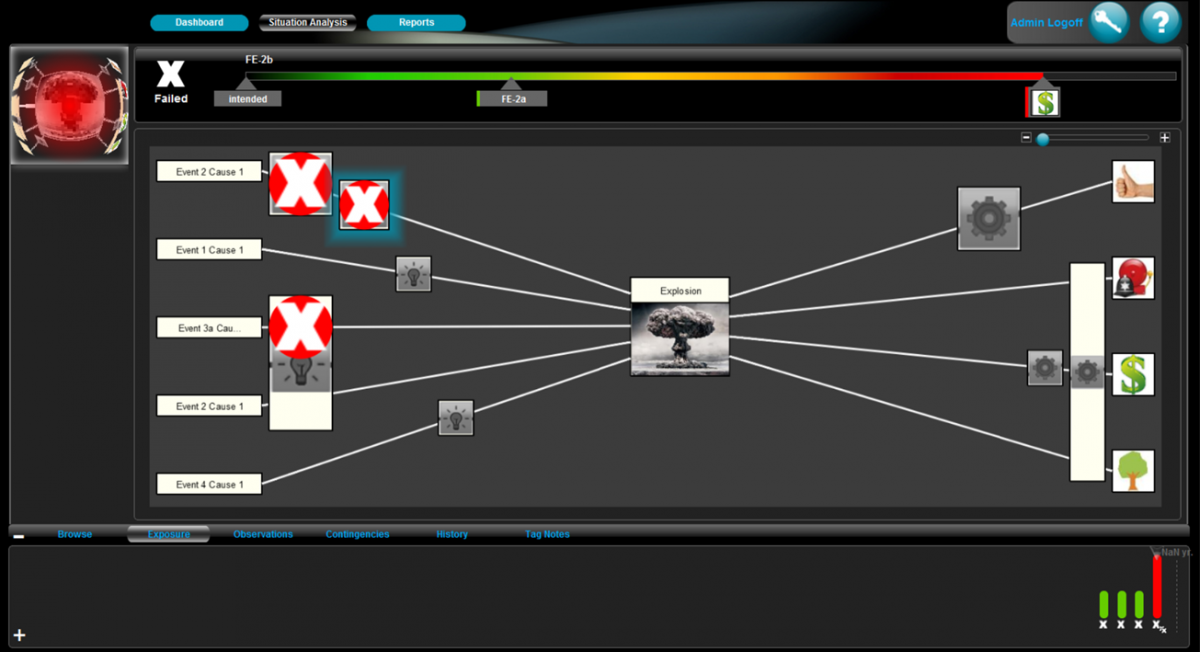
Figure 3: Software showing real-time status of all barriers in a plant4.
In addition to risk assessment, software can be used to provide situational awareness of the health of safety critical elements (SCEs). Such a solution can give real-time visual representation of the state of all barriers. When a barrier goes out of service, operators are able to see the impact, and if linked to LOPA/bowtie assessments (such as above) can determine the possible consequences in detail and even provide appropriate contingency actions. Created in advance, contingency plans capture experienced operator knowledge to give all operators a pre-approved action which can be taken to reduce risk to an acceptable level, as well as guidance on how long the facility can operate in the increased-risk condition. Contingencies can also let the operator know when the situation is too unsafe to continue running, and allows personnel to make an informed decision on high-risk conditions giving him the ability to take the necessary precautionary actions.
Conclusion
Bowtie can be used as effective visual tool to introduce, and inculcate barrier thinking into an organization. To do this, a number of factors should be considered; leadership, organizational alignment, people, framework and technology. These five elements, coupled with safety vision that is rooted in organizational culture, are what elevates safety from good, to great.
References
2. Ken Bingham, “The sum of all RISK and the safe CEO,” pg. 180, 2014.
3. ACM Safety Facility, Safeguard Profiler. http://www.acm.ca/safeguard-profiler.
4. ACM Safety Facility, Safeguard Sentinel. http://www.acm.ca/safeguard-sentinel.
Want to read more ACM articles?